Testing your new product designs can be time-consuming and costly when working with numerous third-party suppliers, each handling separate functions in the project’s development.
Testing for Quality
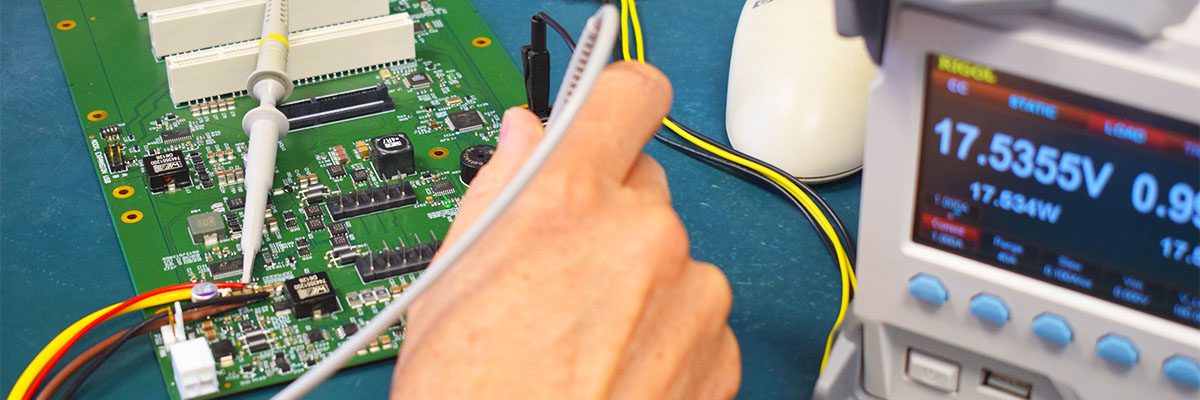
We rigorously test all of the embedded products we design and manufacture here at Blue Chip Technology, ensuring minimal delays and downtime for you and your end users. We perform full functional testing, meaning we put the product through testing procedures that mimic how the end user would be using the product. Furthermore, the expertise of our design and production engineers, access to advanced technology and ISO 9001 processes, significantly reduces the chances of our products developing faults.
Our Testing Process
Testing begins from the earliest stages of a prototype design.
- Design Testing
- Verification
- When developing a prototype, our design engineers will ensure that it meets the specification initially set out.
- Validation Testing
- The product is then tested in different ‘real world’ situations. This can include environmental tests, such as EMC and temperature, or compatibility with different peripherals and voltage ranges.
- Test Development
- Once the prototype has been validated and the final product is ready to move into production, we develop custom hardware and software ‘test rigs’ for volume testing.
- Verification
- Production Testing
- During production, we carry out both manual and automatic inspections of raw materials (components) and built products. We then use the custom test rigs developed during the Test Development phase.
Due to the rigorous testing we put each of our product designs through, we cover them under generous warranties. You can find out more about product warranties here.
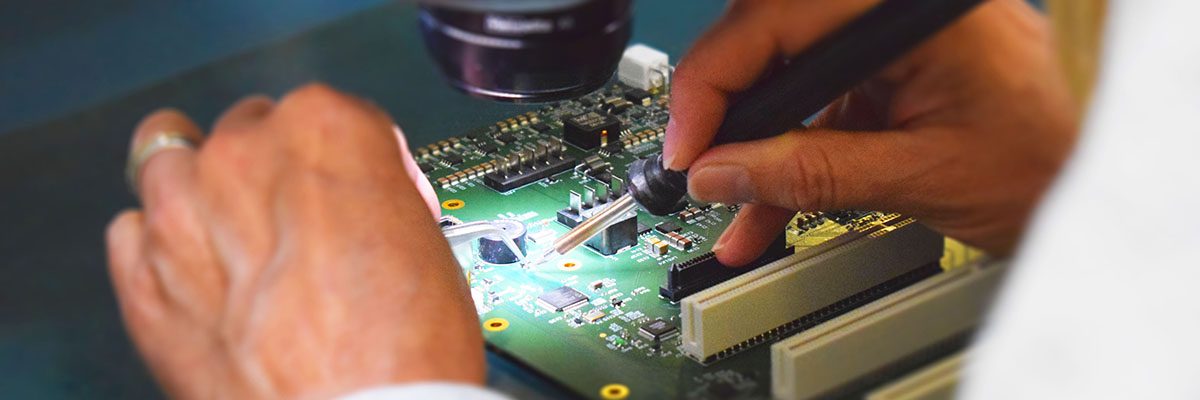
Our Facilities
The quality of each product we deliver is paramount and our custom-built manufacturing facility has been designed with this in mind. Our rapidly growing on-site resources currently includes four high-speed pick and place robots with inline multi-zone ovens, two Automated Optical Inspection stations, extensive SMT rework equipment, environmental chamber, developmental laboratory, PCB X-ray unit, low-humidity component stores and thermal imaging camera equipment. Access to this means that we build quality into every aspect of product design and manufacture.
We also have an on-site EMC (electromagnetic compatibility) chamber and further expertise in testing, covering the following:
- Radiated Emissions.
- Radiated Immunity.
- Surges.
- Conducted Emissions.
- Conducted Immunity.
- Mains Harmonics.
- Climatic Measurements.
- Transient Immunity.
- Voltage Dips.
- Flicker.
- Electrostatic Discharge.
- Voltage Interruptions.
- Design, Diagnostic & Development Work.
Quality Assurance
We operate a total Time and Quality process across production – taking products through extensive test and debug. In addition to the standard test procedures, we can design custom test procedures for customers’ products, including:
- Drop testing.
- Signal Integrity testing and simulation.
- Full temperature range burn in.
- Total Time and Quality process tracking in place across production.
- Power Consumption Testing.
- Certificate of conformance available on individual products.
- Test and Debug facilities – including bespoke test rigs and test programs.
- Thermal testing.
If you have any questions or you are looking for assistance with your project, please do not hesitate to get in touch.